15° or 45° lead angle is recommended
Suitable for turning Ni-based super alloys, Co-based super alloys
Roughing and semi-finishing machining with continuous or light interruption
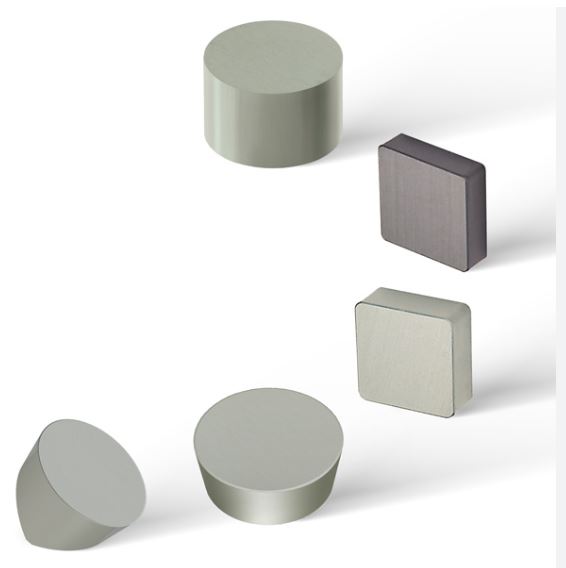
Type: CNGN, RCGX, RNGN, RPGN, RPGX, SNGN
–Suitable for machining nickel-based and cobalt-based superalloys and other difficult-to-machine materials.
–Metal removal rate is ten times higher than that of carbide inserts.
The heat generated during high-speed cutting softens the material being cut, thereby reducing the cutting force. Since Whisker-reinforced ceramic inserts can maintain high hardness at extremely high temperatures, can be used to machine superalloys and hard materials at high speeds. Whisker-reinforced ceramic inserts is suitable for turning Ni-based super alloys, Co-based super alloys and for roughing hard castings and hardened steel.
Nickel-Based Alloys | Inconel, Hastelloy, Haynes Alloys, Rene, Udimet, Waspaloy |
Weld Overlays | Stellite, Colmonoy, Inconel Weld |
Hardened Steels 45 Rc+ | Alloy Steels, Tool and Die Steels (H-13, D2, S7) |
Stainless Steels | 400 Series Stainless, 17-4 PH, 5-5 PH |
* High hadness (Hv 2, 100)
* Alumina substrate provides excellent oxidation resistance
* Silicon carbide whisker-reinforced ceramic offers high fracture toughness
* Excellent thermal shock resistance allows for machining with coolant and interrupted cutting
* Cutting speeds can be increased by 8-10 times compared to carbide tools, ideal for roughing and semi-finishing.
• High hardness and high fracture toughness levels
• Suitable for general turning and milling applications
• Ideal for machining Ni-based superalloys such as inconel, waspalloy, Rene
as well as hardened steels and castings at extremely high cutting speeds.
* Cutting speed (Vc) = 150-450 m/min
* Feed rate (f) = 0.1-0.2 mm/rpm
* Depth of cut (Ap) = 0.5-3 mm
* Cooling method: Dry and wet
|  | ||
ISO Number | d (inch) | t (inch) | r (inch) |
CNGN 120408 T6 | 0.500 | 0.187 | 0.031 |
CNGN 120412 T6 | 0.500 | 0.187 | 0.047 |
CNGN 120708 T6 | 0.500 | 0.312 | 0.031 |
CNGN 120712 T6 | 0.500 | 0.312 | 0.047 |
|  | |
ISO Number | d (inch) | t (inch) |
RCGX 090700 | 0.375 | 0.315 |
RCGX 120700 | 0.500 | 0.315 |
 |  | |
ISO Number | d (inch) | t (inch) |
RNGN 090300 | 0.375 | 0 .125 |
RNGN 120400 | 0.500 | 0 .187 |
RNGN 120700 | 0.500 | 0 .312 |
RNGN 190700 | 0.750 | 0 .312 |
 |  | |
ISO Number | d (inch) | t (inch) |
RPGN 120400 | 0.500 | 0.187 |
 |  | |
ISO Number | d (inch) | t (inch) |
RPGX 090700 | 0.375 | 0.312 |
RPGX 120700 | 0.500 | 0.312 |
|  | ||
ISO Number | d (inch) | t (inch) | r(inch) |
SNGN 120408 | 0.500 | 0.187 | 0.031 |
SNGN 120412 | 0.500 | 0.187 | 0.047 |
SNGN 120708 | 0.500 | 0.312 | 0.031 |
SNGN 120712 | 0.500 | 0.312 | 0.047 |
Semiconductor Industry Solutions
PCD & PCBN Tools Grinding Industry
Diamond Cutting Bruting Polishing
Add: No.171 Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86-371-86545906
Phone / Whats App: +86 18339903057
E-mail: [email protected]









 Solid CBN inserts
Solid CBN inserts
 Diamond Fingers Gauging Points
Diamond Fingers Gauging Points
 Metal Diamond Cutting Disc for Quartz Glass
Metal Diamond Cutting Disc for Quartz Glass
 PCD Cutting Tool Blanks
PCD Cutting Tool Blanks