Application material: steel, cast iron, brass, HRC60 degree hard steel, etc.
Processing parts: outer circle, end face, inner hole, tapered surface, arc, etc.
Rolling angle: adjustable from left to right 90 degrees
Shank handle: 16, 20, 25, 32
Workpiece roughness: less than Ra0.13
What is rolling mthod?
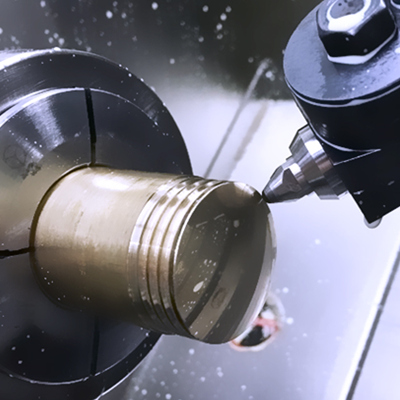
Rolling is a non-cutting plastic forming process. The rolling tool (rolling head) uses high-hardness rollers to roll over the metal surface, causing the metal to undergo plastic flow. This flow forces the metal to fill in the valleys on the surface, thereby reducing the metal’s surface roughness value (i.e., improving surface finish). Meanwhile, the surface layer of the metal undergoes cold hardening, with its grains refined to form a dense fibrous structure, and a residual stress layer is generated. These changes enhance the metal’s hardness and strength, ultimately improving the wear resistance, corrosion resistance, and fatigue strength of the metal surface.
Rolling is an economical, simple, and reliable manufacturing method. Rolling involves rolling and extruding a metal surface with rolling elements, creating plastic deformation. This non-cutting plastic working method eliminates chip generation and maintains workpiece precision and tolerances. Rolling creates a mirror-like surface with excellent sliding, sealing, and bonding properties.
Diamond rolling tools
Under a microscope, during the cutting process of a workpiece, the tool's cutting edge leaves step-like tool feed marks on the workpiece surface. Driven by spring force, the diamond slides over the workpiece surface, overcoming the material's yield point. This causes plastic deformation on the material surface, forcing the highest points of the tool feed marks to flow into the lowest points—ultimately resulting in a smooth, flat mirror-like finish. During the rolling process, the material undergoes hardening due to plastic deformation, which in turn improves the fatigue strength of the workpiece surface.
The main components of the single-crystal diamond rolling tool are made of imported materials from abroad. When used on a lathe, it can roll the outer circle, inner hole (with a diameter larger than a certain value), end face, and other parts. Except for the inner hole, it is not limited by the size of the diameter and has a wide range of applicability.






Outer circle rolling Inner hole rolling End face rolling
Rolling Angle: | Adjustable 90 degrees left and right |
Tool Holders | 16, 20, 25, 32 |
Rolling Speed (Vc) | 50-150 m/min |
Feed Speed | 0.05-0.2 mm/min |
Indentation | 0.01-0.5 mm |
Workpiece Allowance | 0.02 mm |
Features of the Diamond Rolling Tool
1. The reversible diamond rolling tool features an exquisite design and is suitable for both left-handed and right-handed operation.
2. The head of the reversible diamond rolling tool can rotate, with an adjustable angle range of ±90°, meeting the processing requirements of any rolling angle.
3. The surface roughness of the workpiece after rolling can be less than Ra 0.08; (This is related to the previous processing procedure.)
4. It has a long service life: by rotating the diamond, multiple points can be used for extrusion.
5. The diamond rolling tool can extrude materials with a hardness of up to HRC 60.
Semiconductor Industry Solutions
PCD & PCBN Tools Grinding Industry
Diamond Cutting Bruting Polishing
Add: No.171 Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86-371-86545906
Phone / Whats App: +86 18339903057
E-mail: [email protected]






 Diamond coated Multi-flute endmill machining composite materials
Diamond coated Multi-flute endmill machining composite materials
 PCBN Tools Solution
PCBN Tools Solution
 Ceramic insert
Ceramic insert
 vickers diamond indenter
vickers diamond indenter